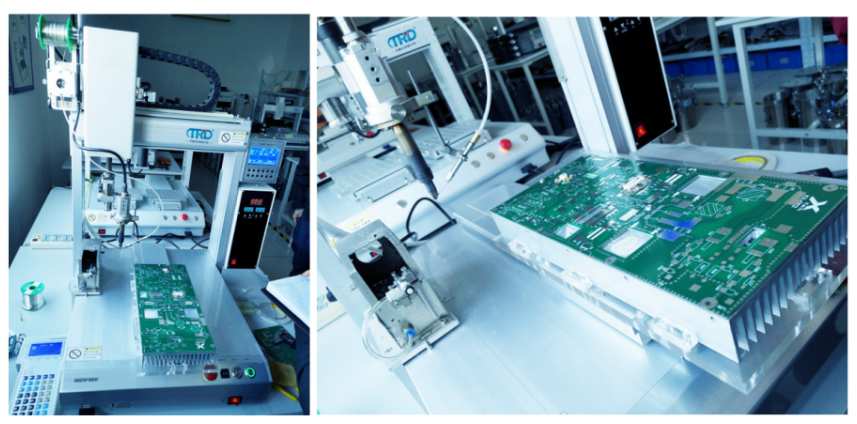
自動焊錫機應用全過程中發生的疑難問題及解決方案
自動焊錫機在應用全過程中,有時會碰到一些欠佳的難題,這種難題具體表現有焊點精密度不高、空焊、連焊、堆錫、拉尖、漏焊等狀況的,對于這種電焊焊接欠佳難題。這種難題除開調節自身外也有一些外在的要素,那麼這種難題該如何解決呢?下邊使我們來詳細說明一下:
①自動焊錫機在焊錫絲全過程中發生的漏焊難題:漏焊一般就是指在自動焊錫機電焊焊接全過程中,焊層上沒有錫的狀況。造成 這一狀況的緣故是:一是烙鐵頭沒有觸碰到焊點,這個時候大家就需要調節該點的座標,使烙鐵頭觸碰到焊點,那樣就不容易發生漏焊;在一個便是焊層表層空氣氧化情況嚴重,錫壓根粘不上上邊。
②自動焊錫機在焊錫絲全過程中發生的空焊難題:空焊一般就是指在電焊焊接全過程中看起來焊點還能夠,事實上電焊焊接的不堅固或是是透錫量不足。導致這類狀況的緣故主要是烙鐵頭在焊層上的停留的時間不足或者溫度過低導致的。因而大家只需增加烙鐵頭的停留的時間或者上升溫度就可以處理。
③自動焊錫機在焊錫絲全過程中發生的連焊難題:連焊一般就是指在焊錫絲全過程中相鄰的好多個2個焊點中繼在一起的狀況。導致此類狀況的緣故要不是送錫量過多或者兩個點中間的空隙很小所導致的。碰到這類狀況,先應當降低錫量,隨后在看烙鐵頭的部位是不是恰當,如有誤,應立即開展調節。
④自動焊錫機在焊錫絲全過程中發生的堆錫難題:堆錫一般就是指焊點焊好一個球型,引腳腿沒有漏出。發生此類狀況的緣故關鍵的是因為送錫量很大導致的,這時只需降低送錫量就可以處理的,也有一種緣故就是指引腳腿過短,沒有外露焊層所導致的。
⑤自動焊錫機在電焊焊接全過程中發生的別的難題:焊點精密度并不高、表層拉尖。焊點精密度不高,指的是焊點凸凹不平、拉尖就是指焊過以后焊點成形不太好或者有毛邊并有錫尖的狀況。此類緣故主要是因為錫的流通性不太好導致的,這一有時也和大家基本參數的不太好也是有一定緣故的,要不便是停留的時間太長或是是設置的電焊焊接溫度過高,導致助焊膏一瞬間蒸發、進而減少了焊錫絲的流通性,在烙鐵頭的伸出全過程中便會產生拉尖的狀況。此外假如根據主要參數的設定沒法處理這類難題得話,就需要考慮到錫條的難題。
揭密自動焊錫機烙鐵頭不沾錫的緣故
大家都知道,自動焊錫機關鍵借助烙鐵頭溫度上升,溶化錫絲,將焊錫收到商品上。因而,烙鐵頭在自動焊錫機處起著至關重要的功效,自動焊錫機的烙鐵頭不沾錫常常困惑著顧客,大家融合積累很多年的全自動焊錫絲加工工藝工作經驗,小結以下:
自動焊錫機發生烙鐵頭不沾錫的緣故除開烙鐵頭自身的有點兒難題以外,還很有可能幾個別的層面的緣故,深入分析以下:
①應用前未將烙鐵頭沾錫面吃錫。
②電焊焊接時挑選溫度過高,非常容易使烙鐵頭沾錫面產生強烈空氣氧化。
③應用的錫絲成份不太好或是是焊條正中間的助焊膏發生終斷。
④應用有誤或者有缺陷的清除方式 。
⑤當工作中溫度超出350℃,并且終止電焊焊接超出1小時,無重金屬烙鐵頭上錫量過少。
⑥應用的助焊膏是高腐蝕的,進而造成烙鐵頭迅速空氣氧化。
⑦“空燒”烙鐵頭,如:焊臺開了不應用,而烙鐵頭表層強大錫,會造成無重金屬烙鐵頭迅速空氣氧化。
⑧觸碰到有機化合物如塑膠、潤滑脂或其他化學物質。
⑨應用中性化特異性的助焊膏,沒有經常清除烙鐵頭上的金屬氧化物。


 蘇公網安備32050502012227號
蘇公網安備32050502012227號